Jaké jsou stroje na vysokotlaké hadice a jak je vybrat?

Zařízení pro vysokotlaké hadice (HPH), nazývané také flexibilní hadice, mají široké uplatnění nejen ve velkých průmyslových podnicích, ale i v soukromých organizacích zabývajících se servisní podporou a údržbou hydrauliky a dalších hydraulických zařízení. Zařízení je schopno provádět všechny operace, které jsou nutné pro opravy a otáčení ohebných nebo pevných potrubí. S tímto vybavením snadno odříznete manžetu, provedete vnější nebo vnitřní odizolování pryžové vrstvy hadice, namontujete armaturu na hadici, nastavíte tlakovou zkoušku hadice, očistíte a otestujete vyrobený výrobek.

Přehled druhů
Kompletní řada zařízení pro výrobu vysokotlakých hadic zahrnuje řadu komponentů.
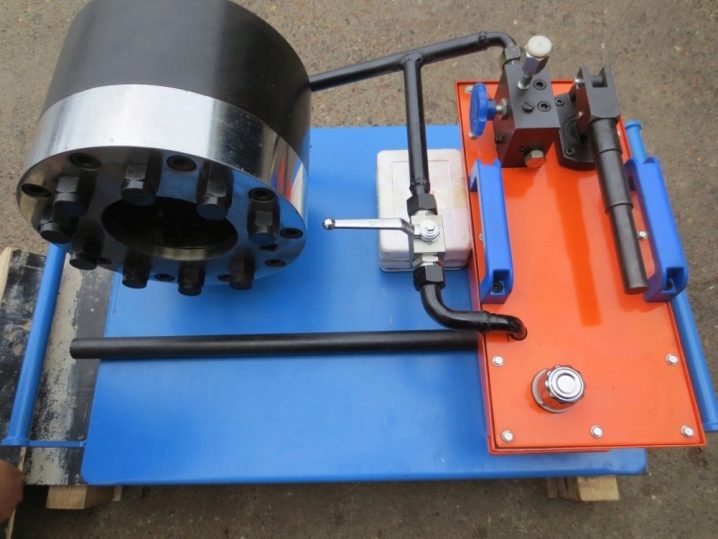
Krimpovací stroje (lisy, krimpovací stroje)
Do takových skupin lze rozdělit krimpovací jednotky.
-
Mobilní servisní krimpovací jednotky - obvykle se vyskytují s ručním pohonem čerpadla, ale mohou být poháněny stlačeným vzduchem, s elektrickým pohonem od 12 nebo 24 V. Mechanismy s ručním pohonem čerpadla mají princip činnosti podobný hydraulickému zvedáku a jsou určeny pro výrobu hadic do 1,1 / 4 palce (někdy až 1,1 / 2 palce) - 1-2 vrstvy opletení a 1 palec (někdy 1,1 / 4 palce, ale musíte vynaložit poměrně velké úsilí na páku) - 4 zábaly.
-
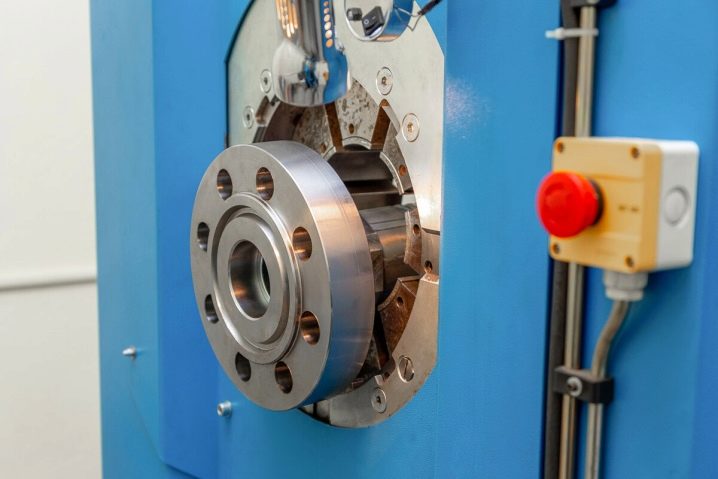
Stacionární stroje - určeno pro trvalou instalaci v dílnách vyrábějících až 100 návleků denně. Elektrický pohon, 220 nebo 380 V.
-
Průmyslové krimpovací jednotky - liší se od servisního zařízení krimpovací jednotky a mnohem větším zdrojem. Určeno pro hromadnou výrobu návleků (až 1000-2000 kusů denně).


Řezací stroje
Výrobní postup RVD začíná řezáním objímky. K tomu musí výrobní linka nutně obsahovat řezací zařízení. Ořezávání se provádí pomocí kotouče, který je umístěn na pohyblivém vozíku. Disk může mít pevný okraj nebo drážkovaný okraj (pro lepší chlazení). Jednotky se liší rozměry, výkonem elektromotoru a v souladu s těmito rozměry i řezanými hadicemi. Princip činnosti je u všech jednotek stejný - hadice se přivádí k řeznému kotouči a po zaklínění se odřízne. Hadice je zaklíněna, aby se zabránilo zadření kotouče a nadměrnému zahřívání.


Pohon jednotek je výhradně elektrický, povoleno je však jak stacionární provedení jednotky, tak i mobilní, pro které lze jako napájení použít konstantní elektrický proud o napětí 12/24 V.
Odkorňovače (odkorňovače)
Pro instalaci určitých typů armatur je nutné před navinutím odstranit vnější vrstvu pryže z hadice nebo oplet, který hadici vyztužuje, na délku rovnou nebo o něco menší, než je délka spojky. K tomu si procvičte odkorňovací stroje (operace se nazývá odkorňování). V nich je hadice držená rukou vedena podél vodítka o průměru rovném vnitřní části této hadice a rotující nůž odstraňuje vnější vrstvu pryže. Jednotky jsou k dispozici s elektrickým nebo ručním pohonem.

Tlačidla kování (jednotky pro předmontáž kování)
Často, zvláště u hadic velkého průměru, jsou armatury vtlačeny do hadice. Stopku kování musíte namazat mýdlovou vodou (nebo tukem) a zatlouct gumovým kladívkem. Fitinky jsou poháněny pneumaticky a nainstalují armaturu za 1-2 minuty (včetně doby instalace hadice do jednotky).
Proplachovací a filtrační zařízení
Po odříznutí hadice, jejím odizolování a instalaci armatur zůstává v hadici určité množství pryžové moučky, hoblin a mýdlového roztoku. Aby se to vše nedostalo do hydraulického systému a nevedlo k jeho ucpání, musíte jej z hotové hadice vyjmout. K tomu se praktikují proplachovací jednotky, které pomocí vysokorychlostně dodávaného čisticího roztoku na vodní bázi vyplachují toto znečištění z pouzdra.

Zkušební lavice
Jen málo výrobců hadic může zaručit, že jejich hadice, sestavené pomocí jejich patentovaných fitinek a jejich technologie, jsou schopné odolat uvedenému prasknutí a provoznímu tlaku. Kontrola kvality je povinným krokem pro detekci nekvalitních RVD. Výrobky musí být vyrobeny v souladu s GOST. K testování se používá voda nebo olej. Pokud je test úspěšný a nevyskytují se žádné praskliny nebo jiné vady, je výrobek považován za dobrý. Na konci testu se pouzdro znovu vyčistí.
Značkovací zařízení


Perforovací stroje
Pokud se předpokládá použití pryžových hadic pro přívod ne hydraulického oleje do pracovního mechanismu, ale plynu nebo vzduchu pod tlakem vyšším než 17 barů, je nutná perforace vnější vrstvy hadice. Pokud se tak nestane, vzduch (nebo plyn), prosakující vnitřní vrstvou hadice, se hromadí pod její vnější vrstvou.
To vyvolává bublání nebo odlupování vnější vrstvy pryže, v důsledku toho - zdroj objímky se snižuje, dochází k netěsnostem a píštělům.


Závěrečná fáze: hadice jsou označeny jménem výrobce a datem výroby a odeslány k roztřídění a zabalení. K aplikaci tohoto značení se používají buď značkovací vačky nebo specializované značkovací jednotky.
Populární modely
Stroje následujících modelů jsou mezi ruskými spotřebiteli žádané.
-
Stacionární stroj s elektrickým pohonem DSG 51B, výrobce - čínská společnost Raoyang Hongyuan Machinery. Pro vysokotlaké hadice s vnitřním průměrem 6-51 milimetrů.


- Stacionární stroj s elektrickým pohonem Neotech NK-40 PRO Paket pro objímky s vnitřním průměrem 6-51 mm. Výrobcem je Neotech Marken (Francie).

- Mobilní ruční stroj SAMWAY P16HP model. Výrobce SAMWAY company (Čína). Pro návleky s vnitřním průměrem 6-25 milimetrů.

- Hydraulická jednotka H25 Eco QC 3 PHASE. Výrobcem je Hydralok (Anglie). Pro návleky s vnitřním průměrem 6-25 milimetrů.

- Lisovací jednotka pro výrobu a opravy vysokotlakých hadic OS-25A-380 (Rusko).

Tipy pro výběr
Průmyslová nebo opravárenská zařízení mají určité technické vlastnosti. Jsou klíčovým kritériem výběru. Proto se v první řadě doporučuje zjistit vlastnosti hotového výrobku a vybrat si lisovací stroj, který by je splňoval.
Klíčové parametry výběru:
-
síla stlačení kloubů (tuny);
-
největší a nejmenší průměr vysokotlakých hadic, bere se v úvahu počet plášťů;
-
pro elektrické úpravy - síťové napětí;
-
mezní hodnota otevření vaček (milimetry);
-
rozměry a hmotnost.

Zásadní význam mají matrice. Mohou být jak krimpovací, tak značkovací. V určitých situacích budou potřeba specializované konstrukce pro omezené tlakové hadice. Jsou vyráběny na zakázku.
Volba tlakového operátora, řezací a odizolovací jednotky pro výrobu vysokotlakých hadic
Pro řezání hadice se cvičí ruční vysokotlaký hadicový stroj. Je žádoucí zakoupit zařízení, které je vybaveno svorkou pro obrobek. Manželství může vyvolat i nepatrnou chybu ve velikosti.

Při výběru lisu pro lisování vysokotlakých hadic, jehož cena bude záviset na jeho parametrech, se musíte zaměřit na následující ukazatele:
-
počet krimpů provedených v nastaveném čase;
-
rozsah krimpování;
-
maximální průměr otvoru.

Stroj na krimpování vysokotlakých hadic musí mít několik odnímatelných trysek, aby bylo možné umístit různé tvarovky.
Při výběru jednotek pro řezání vysokotlakých hadic byste se měli zaměřit na vlastnosti, jako je průměr hadice a způsob ovládání jednotky. Zpravidla se ovládá pomocí nožního pedálu. Funkce upevnění obrobku zajišťuje, že při provozu jednotky nejsou žádné chyby, které by mohly vyvolat vzhled vadných výrobků.
Výhodou krimpovací jednotky je její univerzálnost.
Při jeho použití můžete nejen vyrábět vysoce kvalitní hadice, ale také krimpovat nejrůznější produkty. Hlavní věc je, že splňují vlastnosti zařízení.














Komentář byl úspěšně odeslán.