Jak pájet polyetylen?

Jedním z nejznámějších způsobů spojování polyethylenu je svařování. Tato metoda je nejúčinnější a nejoblíbenější. Svařování je možné díky schopnosti polyethylenu vlivem teploty měnit skupenství z pevného na kapalné (termoplasticita) a pevnosti materiálu. Svařování polyethylenového plechu (někdy se tomu říká celofán, je to špatně) se provádí pod úhlem 90 ° nebo na tupo.


Cesty
Spojení jednotlivých prvků polyetylenu se provádí jejich zahřátím na teplotu tání za paralelního ždímání. Vrstvy jsou pájeny, aby vytvořily svarový šev. Po vychladnutí vyjde pevný jednodílný spoj.
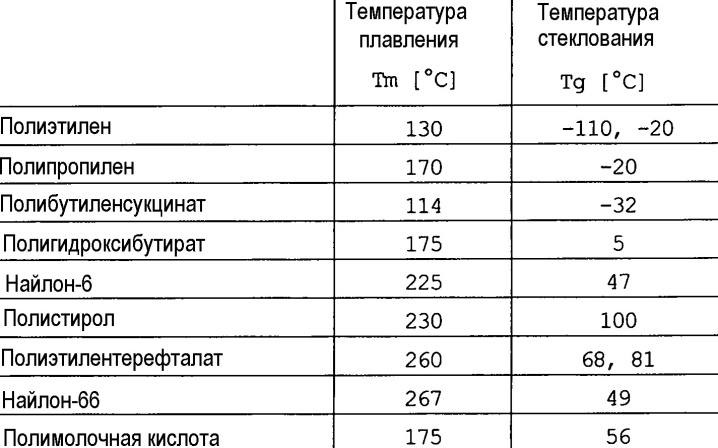
Je důležité vědět! Teplota tání polyethylenu závisí na jeho tloušťce (od 30 do 200 mikronů).
Při svařování fólie doma je nutné dodržovat technologický režim. Je docela snadné získat bezpečný šev. Při provádění svářečských prací je třeba dodržovat následující požadavky:
- spojovat by se měly pouze materiály stejných technických parametrů, jejich chemické složení by se nemělo lišit;
- povrch je třeba očistit od nečistot a nečistot;
- správně zvolit teplotní režim: nedostatečně vysoká svaří materiál s nízkou pevností; příliš vysoká - deformuje kloub.


Převařování se na starých hranách neprovádí. Pro další práci se ořezávají. Před zahájením procesu je nutné uspořádat pracoviště a materiál.
Aby byly svarové švy co nejrovnoměrnější a nenápadné, musíte se k problému vážně postavit a vybrat si metodu pájení, která se pro vás stane pohodlnější a dostupnější.
Existují nejoblíbenější metody svařování polyethylenu.

Difúzní svařování
Jedná se o jednu z nejúčinnějších metod spojování polypropylenových desek. Tato metoda se provádí na speciálně vybaveném svařovacím zařízení. Svařování polypropylenových desek se provádí položením 2 fragmentů na jednotku a jejich upevněním. Konce plechů budou přitlačeny k elektrickému ohřívači. Pro dosažení dobrého výsledku je třeba povlečení dlouho zahřívat. Po dosažení optimální teploty jsou plechy přitlačeny svěrkou.
Šev vytvořený svařovacím zařízením bude velmi pevný a spolehlivý.



Důležitou podmínkou pro tuto metodu je čistota a nízká vlhkost vzdušných hmot v místnosti.
Tato metoda je vhodná pro desky libovolné šířky a umožňuje spojovat polypropylenové desky do rolí. U velkých objemů bude nezbytné difúzní spojení.

Svařování extruderem
Extruzní metoda pájení polyetylenového plechu je založena na dodávce roztaveného polymerního přídavného materiálu (polypropylenová kruhová tyč 4 mm pro svařování) do svařovaného profilu pod tlakem. Tato metoda předpokládá přítomnost speciálních nástrojů: extruderu. Toto zařízení je vybaveno různými nástavci, které umožňují pájet velmi složité a masivní konstrukce. Pozitivní je, že zařízení má malé rozměry. Extrudér je vybaven automatickým přívodem ohřátého vzduchu, který umožňuje změkčit plechy a zabránit případným defektům při svařování. Tato metoda znamená efektivitu práce, protože kvůli vysoké teplotě (přibližně 270 ° C) je pravděpodobná deformace vnitřních vrstev materiálu.


U této technologie není potřeba žádná speciální místnost a svařování se díky kompaktnosti zařízení provádí přímo na pracovišti.
Šev vyrobený pomocí extrudéru se považuje za pevnost 2 po svařovací jednotce. Nevýhodou této metody je nutnost kombinovat polypropylen stejné struktury, třídy, jinak budou spoje slabé a nerovnoměrné.


kontaktní svařování
Tato metoda je jednou z nejjednodušších a nejekonomičtějších, s její pomocí se získá vysoce kvalitní spoj. Princip spočívá v tom, že spojované polyetylenové desky se překrývají a ohřívají proudem horkého vzduchu nebo horkým klínem až na bod tání. Horký vzduch se musí ohřát na stanovené hodnoty, při kterých se polyetylen začne tavit. Poté jsou listy fólie spojeny dohromady speciálními přítlačnými válci.
Princip činnosti je podobný u horkého klínu - topného tělesa. V důsledku kontaktního svařování fólie vzniká svarový šev, který získává 80–90 % pevnosti základního materiálu. Proto pomocí této techniky získáte silný jednoduchý nebo dvojitý steh.

Používá se také zařízení podobné konstrukčnímu fénu. Ohřeje fólii horkým vzduchem a roztaví ji.
Zařízení je lehké a výkonné. Snadno se přenáší, což umožňuje pracovat s ním v různých podmínkách.


Svařování fólie páječkou
Doma, pro pájení malých kousků polyethylenu, můžete fólii svařit páječkou. Pro pájení polyetylenu po upgradu hrotu lze použít běžné domácí topné zařízení 40–60 W. Hrot je obvykle nahrazen hliníkovou nebo měděnou tyčí. Kontaktní plocha je požadována malá: do 2 mm. Je vhodné, když existuje poloměr zaoblení hrany, protože je zajištěn měřený pohyb nástroje.

Dobře nabroušený hrot usnadňuje proces svařování: materiál je utěsněn a hrany jsou řezány paralelně. Hotový hrot je upevněn v páječce pomocí šroubu. Někdy kvůli spolehlivosti není konec žihadla ponechán kulatý, je zploštělý a poté namontován do řezu. Podomácku vyrobené svařovací zařízení se používá pro balení malých sérií hardwaru a vytváří nestandardní obaly. S jeho pomocí lze velmi snadno vyrobit mušli na dálkové ovládání, kryt na zařízení.
Pájení fragmentů fólie běžným bodnutím je nepohodlné, protože je zde velmi velká kontaktní zóna, vytváří se nepřesný spoj s kuličkami.

Dochází k přilnavosti vyhřívaného polyetylenu, k velkému propálení, spolehlivost spojení není zaručena.
Jednoduchá verze hrotu je hliníkový nebo měděný plát o tloušťce 2-3 mm. Jeden konec je upevněn v páječce a druhý je zaoblený a naostřený. Je přitlačen k fólii pod úhlem 35–45 °. Místo páječky je možné použít vypalovací zařízení. Byl vytvořen na stejném principu.

Zařízení
Domácí průmysl vyrábí specializované stroje pro svařování polyethylenu. Cenově nejdostupnější z nich je elektrické zařízení PP-40. Je velmi podobná páječce, jen její hrot vypadá trochu jinak: matně připomíná běžeckou brusli. Pomocí tohoto zařízení je možné provádět vysoce kvalitní svařování v jakémkoli rovném nebo složitém tvaru.
Existují stroje na pájení švů v délce od 500 do 1000 mm. Toto zařízení našlo uplatnění pro svařování sáčků plněných potravinami a kusového zboží. K dispozici je průmyslová zařízení, která mohou svařovat švy v délce od 1100 do 2500 mm. Všechny svařovací jednotky se vyznačují jednoduchostí konstrukce, spolehlivostí v provozu a produkují pevné švy.

A také pro svařování fólie doma lze použít specializovanou trysku, která je upevněna na elektrické žehličce.
Tento prvek je vyroben z hliníkového plechu. Základna trysky je rovná, dole jsou umístěna žebra, která jsou základním prvkem. Pomocí tohoto nástroje budete mít 2 svařené pásy, které jsou vzájemně rovnoběžné.
Tryska je upevněna na podrážce elektrické žehličky pomocí speciálních okvětních lístků, které se skládají pod základnu zařízeníA. Okraje trysky jsou upevněny na okraji okrajů fólie přes položený papír, poté je třeba zařízení pomalu a jemně pohybovat kolem rozhraní. V důsledku toho se vytvoří dvojitý šev.

Fáze práce
Svařování fólie zahrnuje následující kroky:
- příprava povrchu svařovaných prvků
- ohřev pájecích ploch;
- svařování prvků;
- chlazení svaru (svařované prvky jsou pod tlakem);
- uvolnění svařovaných prvků z tlaku;
- zpracování svarového švu.

Kontrola kvality
Kryty kontroly kvality svařování:
- organizační kontrola;
- provozní kontrola při svářečských činnostech;
- zkoušení krátkodobé pevnosti svarových spojů;
- kontrola celistvosti svarových spojů a povlaků.
Svařování musí provádět osoby, které absolvovaly školicí program pro školení svářečů plastů ve stavebnictví a mají příslušné certifikáty.


Jak připájet fólii, viz níže.













Komentář byl úspěšně odeslán.