Spirálově vinuté vzduchové kanály

Spirálově vinuté vzduchovody jsou vysoce kvalitní. Přidělte podle modelů GOST 100-125 mm a 160-200 mm, 250-315 mm a další velikosti. Je také nutné analyzovat stroje na výrobu vzduchovodů kruhového spirálového typu.

Popis
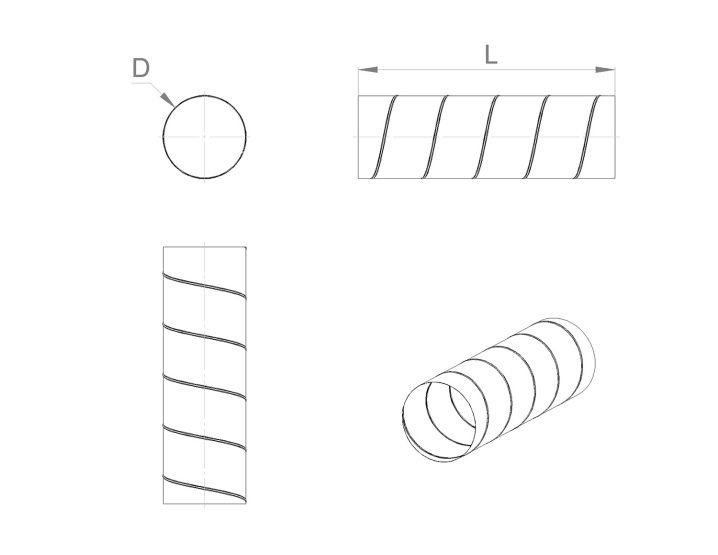
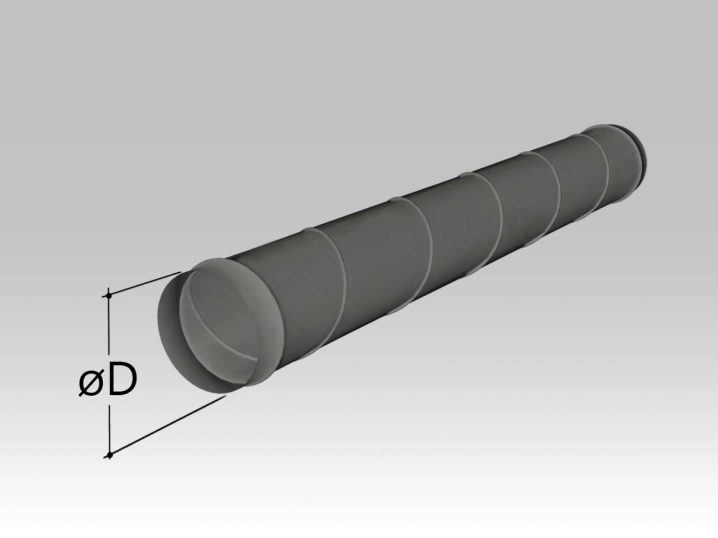
Typické spirálově vinuté vzduchové potrubí je plnohodnotnou obdobou obdélníkových modelů. Oproti nim je rychlejší a jednodušší na sestavení. Standardním materiálem je pozinkovaná ocel. Jako příruby se používají svařované a ploché rohy. Tloušťka materiálu není menší než 0,05 a ne větší než 0,1 cm.
Modely se spirálovým vinutím mohou mít nestandardní délky. V některých případech je to velmi praktické. Vzduch je rovnoměrně distribuován uvnitř kulatého potrubí.
Hlasitost zvuku s tímto výkonem bude nižší než u obdélníkových analogů. Oproti pravoúhlým konstrukcím bude spojení těsnější.

Vlastnosti výroby
Takové vzduchové kanály jsou vyrobeny z nerezové oceli, nebo spíše z pozinkovaného pásového kovu. Technika výroby je velmi dobře propracovaná. Dodává výslednému produktu pevnost a tuhost. Pásy jsou připevněny speciálním zámkem. Takový zámek je umístěn přesně po celé délce potrubí, což zaručuje spolehlivý a tuhý výkon.

Přímé úseky typické délky jsou 3 m. Podle potřeby se však vyrábí potrubní segmenty až do délky 12 m. Stroje na výrobu kruhového potrubí úspěšně pracují se železnou, pozinkovanou a nerezovou ocelí. Délka polotovarů je od 50 do 600 cm, jejich průměr se může pohybovat od 10 do 160 cm; u některých modelů může být průměr až 120 nebo 150 cm.

Pro výrobu vzduchovodů pro průmyslová zařízení se používají spirálově vinuté stroje speciálního výkonu... V tomto případě může průměr trubky dosáhnout 300 cm Tloušťka stěny ve zvláštních situacích je až 0,2 cm Numerické řízení zaručuje úplnou automatizaci procesu.
Zaměstnanci budou muset pouze nastavit klíčová nastavení a poté softwarový shell sestaví algoritmus a vypracuje jej s vysokou přesností.

Rozhraní moderního obráběcího stroje je velmi jednoduché. Nevyžaduje důkladné studium vlastností techniky. Řezání a navíjení jsou velmi účinné. Je zaručeno automatické účtování nákladů na plech. Technika je přibližně následující:
- na předních konzolách jsou umístěny cívky s kovem, které mají danou šířku;
- rukojeti stroje fixují okraje materiálu;
- poté začnou stejné chapadla odvíjet roli;
- ocelová páska se narovnává pomocí válcových zařízení;
- narovnaný kov je přiváděn do rotačního zařízení, které zajišťuje uspořádání zajišťovací hrany;
- páska je ohnutá;
- obrobek je složen a získává samotný zámek;
- výsledné trubky jsou vysypány do podnosu k přejímce, odeslány do dílenského skladu a odtud do hlavního skladu nebo přímo k prodeji.

Rozměry (upravit)
Hlavní rozměry kruhových vzduchových kanálů, jejichž ocel odpovídá GOST 14918 z roku 1980, jsou nejčastěji nastaveny na základě praktických nuancí. Obvyklý průměr může být:
- 100 mm;
- 125 mm;
- 140 mm.
Existují také výrobky s průřezem 150 mm nebo 160 mm. Na přání si můžete objednat větší - 180 a 200 mm, stejně jako 250 mm, 280, 315 mm. Ale ani to není limit - existují i modely s průměrem:
- 355;
- 400;
- 450;
- 500;
- 560;
- 630;
- 710;
- 800 mm;
- největší známá velikost je 1120 mm.
Tloušťka se může rovnat:
- 0,45;
- 0,5;
- 0,55;
- 0,7;
- 0,9;
- 1 mm.

Tipy pro instalaci
Spirálovitě vinuté vzduchovody jsou potřebné především pro uspořádání ventilačních a klimatizačních systémů. Nezapomeňte vzít v úvahu funkce spojené s výpočtem požadovaných parametrů. Taková potrubí nelze použít pro pneumatickou poštu a v aspiračních komplexech. Za základ se obvykle berou spojení bradavek. Je mnohem kompaktnější než při použití přírubových nebo bandážových systémů.
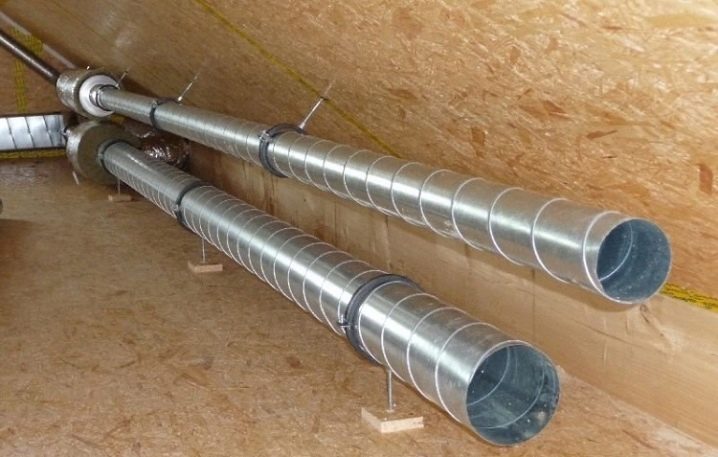
Schéma těsnění se vybírá individuálně. Podle ní se určí potřebný počet prvků a spotřeba spojovacích dílů. Po nasazení upevňovacích prvků zajišťují fixaci trubek během další práce. Samotné vzduchové kanály musí být smontovány co nejtěsněji. Po dokončení instalace a montáže je systém otestován.
Rovné řezy se sbírají pouze bradavkovou metodou... Každá vsuvka je pokryta vrstvou silikonového tmelu a armatury jsou upevněny pomocí specializovaných spojek. Potrubí se nesmí po celé délce prohýbat o více než 4 %.
Neprovádějte zatáčky s poloměrem přesahujícím 55 % průřezu kanálu. Taková řešení maximalizují aerodynamický výkon.


Tvarové prvky se instalují nejen pomocí spojek, ale také pomocí svorek... Každá svorka musí být opatřena elastickým těsněním. Krok mezi závěsy by měl být dodržen co nejpřísněji.
Existují také další jemnosti:
- spojení bandáže se provádí rychle, ale neumožňuje dosáhnout plnohodnotné těsnosti;
- nejprofesionálnější spojení kombinací čepu a profilu;
- vzduchovody izolované tepelně nebo zvukově izolačními materiály musí být upevněny na vlásence a traverze;
- všechny upevňovací body jsou opatřeny pryžovým těsněním pro snížení hluku a vibrací.















Komentář byl úspěšně odeslán.