Vše o revolverových soustruzích

K provádění různých operací pro zpracování kovových výrobků je často nutné použít soustruhy. Ve velké kategorii můžeme rozlišit jednotky soustružně-otočného typu, které jsou nejrozšířenější.


obecný popis
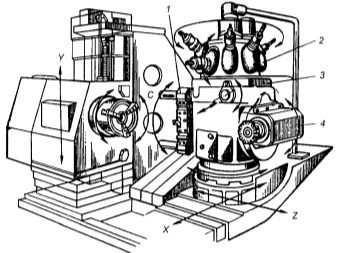
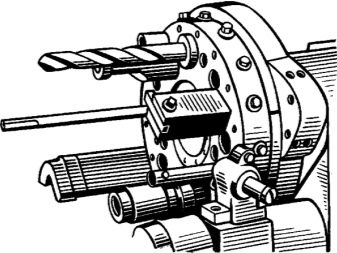
Základní označení technologie revolverového soustružení odpovídá typickým soustružnickým instalacím. Rozdíl spočívá v přítomnosti vícepolohové rotační hlavy. Tento konstrukční prvek značně zvyšuje efektivitu zařízení a také zkracuje dobu potřebnou pro zpracování každého produktu. Kromě, se rozšířily moderní modifikace TRS s CNC modulem. Mají věž, speciální místa k sezení pro umístění řezných nástrojů.
Požadovaný typ konstrukce hlavy je dán rychlým rozvojem kovoobrábění. Faktem je, že takový konstrukční detail v tandemu s CNC umožňuje zvýšit rychlost zpracování produktů dvakrát nebo více. Navíc zlepšuje parametry přesnosti rozměrů hotových dílů a míru drsnosti jejich povrchu.
Když mluvíme o instalacích revolverových soustruhů, je nutné identifikovat následující klíčové skutečnosti.


Ve většině případů toto zařízení se kupuje pro průmyslové použití. Je instalován v dílnách zabývajících se sériovou výrobou výrobků, ve všech ostatních případech nebude jeho použití ekonomicky odůvodněné.
Základní vlastnosti mechanismů otáčení věží poskytují schopnost provádět zpracování prvků při vysoké rychlosti posuvu při zvýšené rychlosti... Do oblasti řezu je přiváděna speciální chladicí kapalina, která zabraňuje přehřátí samotného nástroje a zpracovávaných obrobků.

Všechny hlavní jednotky takového zařízení jsou umístěny analogicky s jinými soustruhy - to zajišťuje počet provedených operací. Obecně platí, že technické parametry takových jednotek poskytují možnost rychlé výměny řezných ploch.
Pohledy
Moderní výrobci nabízejí širokou škálu revolverových soustruhů. Liší se mechanismem práce, rozsahem prováděných operací, konstrukčními prvky a některými dalšími charakteristikami. Podívejme se podrobněji na existující důvody pro klasifikaci takových zařízení.
Podle typu zpracovávaného obrobku
Podle druhu zpracovávaných produktů jsou stroje pro práci s kazetou nebo tyčí... V nábojových schránkách jsou upevněny hřídele velkých průměrů. Barová část je menší, ale mají poměrně působivou délku.

Podle polohy osy obrobku
Umístěním osy obrobků, které mají být obráběny, můžete určit horizontální a vertikální i šikmé úpravy... Obráběcí stroje s vertikálním a horizontálním uspořádáním získaly maximální oběh, instalace se šikmou osou se používají mnohem méně často.
Některé modely navíc umožňují naklonit díl pro otáčení nebo jiné operace prováděné pod mírným úhlem.


Vytvoří se samostatná skupina soustružnická a otočná poloautomatická zařízení. Jsou žádané při práci s tyčemi různých průměrů.Mezi hlavní vlastnosti takového zařízení patří následující vlastnosti.
Jednovřetenový stroj, který má pouze jedno děrované vřeteno pro uložení tyče. V tomto případě je velikost průřezu otvoru relativně malá.
Doplňkové vybavení má podobu jednotky zodpovědné za podávání a držení produktu ve statické poloze.


V tomto případě konstrukce počítá se zařízením pro zatažení zpracovávaného prvku po ukončení operace, což umožňuje maximalizovat automatizaci výroby.
Nejlepší výrobci a modely
Většina domácích podniků instaluje standard TRS - 1P371, 1A365, 1N318, stejně jako S193A, 1365 a další... V posledním desetiletí je však tendence nahrazovat je vyspělými technologickými verzemi s CNC. Úpravy s CNC mají mnoho výhod díky zvýšenému stupni automatizace a funkčnosti a také výjimečné přesnosti obrábění.

Zařízení 1V340F30, které nabízí závod Berdichev, se vyznačuje zvýšenými technickými a provozními vlastnostmi. Tato jednotka je řízena přes CNC komplex a její konstrukce obsahuje hlavu s 8 pozicemi. Podpěra je umístěna příčně, což umožňuje zpracování:
-
jednotlivé výrobky s průřezem do 20 cm;
-
tyčové výrobky o průměru do 5 cm.

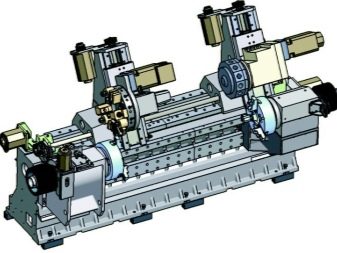
Známá je jednotka 1P426DF3 vyrobená v obráběcím závodě Alapajevsk. Jedná se o moderní technologii s programovým řídicím modulem. Je žádaná pro jednorázovou, malou a střední výrobu kovových výrobků. Není vhodný pro zpracování velkých sérií.
Hlavním rysem bylo umístění dvou hlav na křížové podpěře... Jeden z nich je šestihranný, určený pro práci s vnitřními plochami, druhý je kulatý, 8polohový - pro vnější.


Kromě toho se na ruském trhu soustružnických instalací v těchto dnech objevilo mnoho importovaných zařízení, která jsou proslulá svým výkonem.
-
Jednotky ST a DS od Haas Automation (USA). Tyto stroje umožňují zpracovávat výrobky z legované oceli, ale i nerezovou ocel.
-
Stroje GS-200 od fy Dobrá cesta.


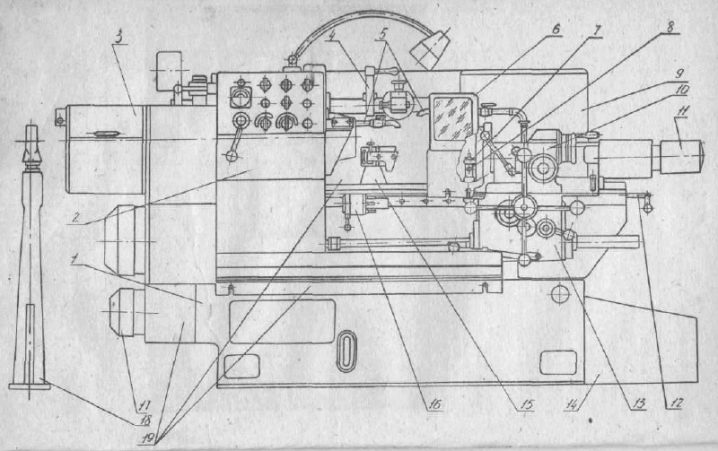
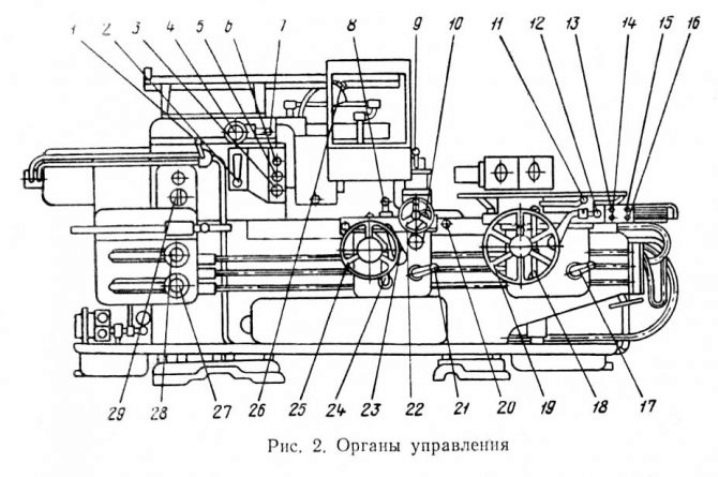
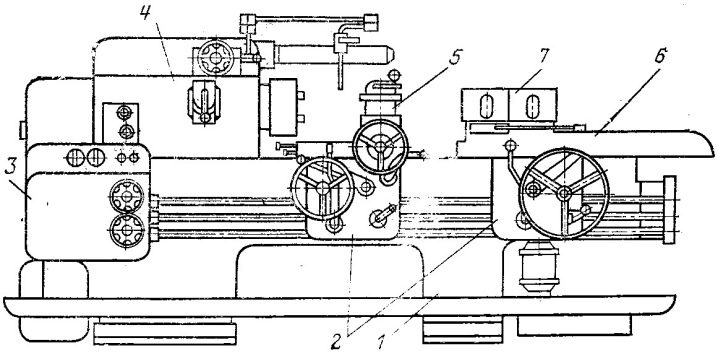
Komponenty
Stejně jako jiné stroje, technologie revolverového soustruhu zahrnuje použití komponent - chrániče, vodicí trubky a vřetena... Dnes výrobci nabízejí širokou škálu modelů, počet vřeten se může lišit. Současně jsou zvýrazněny následující klíčové body.
V případě vodorovné polohy osy pracovní hlavy se může podpěra otáčet kolem své vlastní osy a také se vratně pohybovat ve směru této osy. V tomto případě se rotace provádí současně na několika pracovních pozicích, jejichž celkový počet často přesahuje tucet.
S nakloněnou i svislou osou hlavy je třmen buď konvenční, nebo otočný.
TPC s CNC také předpokládají modul, který je zodpovědný za vysoce přesné obrábění s možností měnit parametry polohy hlavy. Obvykle jsou jeho hlavní jednotky pokryty speciálním pouzdrem. Tím se mnohonásobně zvyšuje bezpečnost obsluhy.
Jaký druh práce se dělá?
Jak již bylo zmíněno, technické a provozní parametry moderních soustružnicko-otočných zařízení umožňují provádění různých operací. Variabilní produkty prezentované ve formě rotačních těles mohou být použity jako polotovary. Mezi nejčastější manipulace patří:
-
otáčení na vnějším povrchu, zatímco průchod může být hrubý nebo konečný;
-
střih při instalaci řezného prvku;
-
závitování - vnitřní i vnější;
-
drážkování různé hloubky a konfigurace.

Kromě standardní válcové konfigurace jsou takové stroje schopny zpracovávat další typy obrobků.
-
S typem ve tvaru profilu - při použití poloautomatického soustružnicko-frézovacího stroje se soustružení, jako každé jiné zpracování, provádí přes zakřivenou šablonu nebo pomocí kopírovacího pravítka.
-
Kónický - zpracování se provádí pomocí speciální kopírky. Kromě toho lze získat kuželovou plochu způsobem provádění jednorázového podélného příčného posuvu.

Kompaktní revolverové otočné mechanismy lze zařadit do samostatné kategorie. Taková zařízení lze instalovat i v domácích dílnách.
Co zvážit při výběru?
Při výběru revolverových soustruhů se musíte zaměřit na důležitá kritéria.
Kategorie přesnosti - pro stanovení možnosti použití určité modifikace zařízení pro zpracování kovových výrobků je nutné vědět, jaké přesnosti lze potenciálně dosáhnout. Naprostá většina verzí počítá s třídou H.
Maximální parametry dílu - sekce, délka a také rozmístění pracovních jednotek mezi sebou.
Materiál obrobku - obvykle se na takových strojích zpracovává litina, vysokouhlíková, nízkouhlíková nebo legovaná ocel, soustružení jiných slitin je povoleno.
Omezení počtu otáček za jednotku času - obrobek se stanovenými požadavky na rozměrovou přesnost a drsnost lze získat výhradně rozplétáním dílů na určitou rychlost. V tomto případě je třeba vzít v úvahu celkový počet přenosů.
Výrobci musí uvést údaje o maximální rychlosti, kterou se mohou jednotlivé jednotky pohybovat při provádění vysokorychlostního posuvu.

Výkonové parametry motoru a počet motorů - v malých instalacích mají motory zpravidla nízký výkon, protože zpracované díly jsou kompaktní a při každém běhu je odstraněno trochu kovu. V sériové výrobě musí být motory schopny vydržet trvalé zatížení.
Rozměry a hmotnost zařízení - je mnohem jednodušší instalovat mini-stroje. Navíc ty velké vyžadují pečlivou přípravu pracovní základny.
A také je potřeba s tím počítat kinematické schéma mechanismů se může lišit... Například modely starého stylu byly vytvořeny tak, že byla instalována náhradní kola určitých konfigurací pro vytvoření určitých typů závitů.
Ochrana - úpravy s CNC předpokládají instalaci ochranného krytu. Tím se minimalizuje riziko zranění během provozu zařízení.

V moderních soustružnických zařízeních se instalace potřebného vybavení, stejně jako řezné plochy, provádí s maximální přesností. V takových jednotkách není potřeba ruční výměna řezného nástroje - to výrazně snižuje rychlost zpracování každého dílu. Výsledkem je zvýšení produktivity, což znamená snížení nákladů na zpracování obrobků. Oprava takových strojů zároveň způsobuje spoustu potíží. Proto je při jejich provozu věnována zvláštní pozornost preventivní údržbě, včasné identifikaci a odstraňování problémů.
Nastavení funkcí
Před zahájením provozu zařízení pro otáčení věží je velmi důležité jej nastavit. Zahrnuje několik hlavních fází.
-
Instalace zařízení pro upevnění obrobku, montáž řezných a pomocných nástrojů.
-
Nastavení zastávek, nezbytné pro vedení tyčí a omezení pohybu třmenů.
-
Instalace řídící jednotky pro vačky, zástrčky, spínače, kliky a další zařízení za účelem získání dané frekvence pohybu vřetena a požadované rychlosti řezného nástroje.
-
Zpracování testu několik zkušebních prvků, ověřujících jejich vhodnost pro následný provoz.
-
Smíření a případně přenastavení umístění dorazů na stroji dle daného projektu.













Komentář byl úspěšně odeslán.