Jak se vyrábějí samořezné šrouby?

Vědět, jak se vyrábí samořezné šrouby, je užitečné i pro ty, kteří je teprve budou používat. Pro organizaci nové výroby je ale důležitější něco jiného – jaká je technologie a jaké stroje budou k jejich výrobě potřeba. Je důležité si vybrat mezi ruským a jiným vybavením a pečlivě prostudovat vlastnosti konkrétních modelů.


Z jakých surovin jsou vyrobeny?
Výrobní proces samořezných šroubů je nemyslitelný bez použití pečlivě vybraných surovin speciálních značek. Nejčastěji se používají tři kovy:
- mosaz;
- vysoce uhlíková ocel;
- ocel s nerezovými vlastnostmi.
Kov má obvykle tvar tyčí nebo drátů. Takové výrobky se vyrábějí ve všech společnostech zabývajících se válcovanými kovovými výrobky. Proto neexistují žádné zvláštní problémy se získáváním surovin. Na 1000 kg oceli berou asi 2500-3000 rublů.
Tento objem zcela vystačí na výrobu půl milionu samořezných šroubů nebo podobného množství.


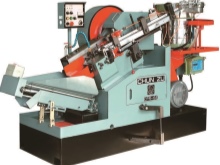
Jaký by měl být stroj?
Pro výrobu samořezných šroubů je zapotřebí různá zařízení a mezi nimi má velký význam tažírna. Umožňuje výrobu tenkých kovových tyčí. Takovým zařízením je pec se speciálními součástmi (zápustkami), které jsou vybaveny systematicky se zmenšujícími otvory. Tyč se zahřívá na vysokou teplotu. Počet prošlých matric přímo ovlivňuje výsledný průměr. Důležitou roli v pracovním procesu hraje také tzv. stroj na řezání za studena. V tomto zařízení je hotová tyč řezána na požadovanou velikost. Navíc je vytvořena hlava výsledných samořezných šroubů. Nakonec se na hlavě objeví další slot. Díky tomu můžete bezpečně pracovat s upevňovacími prvky pomocí šroubováku.
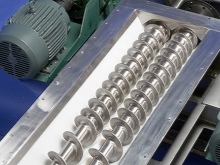
Nelze to udělat s uvolněním samořezných šroubů a bez systému válcování závitů. Jak název napovídá, toto zařízení je určeno k vytváření řezbářských prací. Krok řezání a tvar řezané plochy se upravují pomocí speciálních matric. Závěr je jednoduchý: abyste mohli vytvořit produkty s různými závity, budete muset vytvořit zásobu matric různých velikostí. Nestačí však jednoduše vytvořit drážky - bude také vyžadovat zpracování v kalicí peci.


Bez průchodu přes něj bude hotový výrobek příliš měkký. Nebude možné jej prodat nebo nějak využít. Postup je poměrně jednoduchý (externě): nejprve se kov zahřeje a poté se jeho teplota prudce sníží. Proto je zcela zřejmé, že historky o multifunkčním ministroji na výrobu samořezných šroubů jsou poněkud mazané. Pokud taková zařízení existují, pak je jejich všestrannost vyjádřena pouze v různých režimech řezání a za každou fázi práce, za jiné technologické operace, budou stále zodpovědné jiné instalace.
Dále je nutné použít např. galvanické lázně. S jejich pomocí se aplikuje speciální nátěr s antikorozními vlastnostmi. Nuance technologického zpracování jsou dány typem aplikovaného povlaku. Šrouby však určitě budete muset zpracovávat ve více lázních. Při galvanickém pokovování bude vyžadováno dobré vysušení. Nestačí položit obrobky pod širým nebem. Sušení na speciálním zařízení je žádoucí. Budete také potřebovat balicí stroje. Hotové výrobky dávají do speciálních pytlů.
Moderní automatizace je schopna sama spočítat požadovaný počet samořezných šroubů.


Populární značky
Při nákupu obráběcích strojů od ruských výrobců s nízkou produktivitou (od 50 do 70 kusů za minutu) budete muset zaplatit od 170 do 200 tisíc rublů. Čím vyšší jsou požadavky na výkon, tím dražší bude hardware. Systémy z Číny, které vyrábějí 250-300 samořezných šroubů za minutu, stojí od 500 tisíc rublů. Některé modely se prodávají za 700 tisíc. Přístroje stejného výkonu vyrobené v Rakousku a Německu se prodávají za 750-1100 tisíc rublů za stroj.
Řada amerických firem pilně propaguje svou reklamu. Celá jejich funkce je však redukována pouze na formování a prezentaci značky. Téměř všechny kopie jsou vyrobeny v Číně a ve Spojených státech existují prostí držitelé licencí. Z technického hlediska neexistuje pro spotřebitele žádný rozdíl. V tomto případě bude cena zahrnovat náklady a zisky v celém řetězci.


Často se má za to, že kamna německé výroby jsou velmi dobrá. A obecně to platí. Ale tomuto segmentu dominují konstrukce s nepřetržitým pracovním cyklem. Pro malá průmyslová odvětví a polořemeslné dílny budou více potřebné pece dávkového typu. Výrobky tohoto druhu dodávají některé tuzemské firmy. Suroviny v peci s přerušovaným cyklem jsou nakládány do perforovaných sudů. Tyto sudy se také používají pro plnění kalících nádrží. Mnoho pomocných zařízení se vyrábí ručně. Najít výkresy a schémata nyní není problém. Musíte jen pečlivě prostudovat oficiální technologii, abyste odstranili chyby.
Pro malé podniky vyrábějící samořezné šrouby je ideální Candid AS3016. Jedná se o poloautomatický model, který umožňuje i výrobu šroubů a šroubů. Cena takového zařízení je přibližně 3000 konvenčních jednotek. Je pravda, že jeho produktivita není příliš vysoká - maximálně 25 upevňovacích prvků za minutu. Poloautomatický typ stroje znamená, že jeho obsluha bude muset provádět řadu manipulací, nicméně pro začínající řemeslníky je to ideální řešení.


Hlavní část strojů na výrobu samořezných šroubů se stále vyrábí v Číně a na Tchaj-wanu. V Rusku existuje jen několik organizací specializujících se na výrobu takového zařízení. Náklady na jeho nákup, s přihlédnutím k přepravním sazbám, jsou poměrně značné. Mezi ruskými dodavateli je nesporným lídrem Samstal. Pozoruhodné jsou také produkty:
- FOB;
- LianTeng;
- Innor.


Nejjednodušší verze mohou produkovat až 60 kusů hardwaru za minutu. Pokročilé konstrukce dosahují až 250 jednotek za minutu. Některé verze jsou nakonfigurovány tak, aby uvolňovaly jiné typy produktů. To umožňuje rozšířit sortiment a i přes původně zvýšené náklady se takové rozhodnutí rychle vyplatí. Náklady na nejdostupnější automatické obráběcí stroje na výrobu hardwaru s odhadovanou produktivitou 50 kusů za minutu jsou minimálně 13 tisíc amerických dolarů.
Modely navržené pro kvalifikované špičkové profesionály někdy vyrobí až 300 hardwaru za minutu. Průměrný ruský obráběcí stroj bude stát asi 90-100 tisíc rublů. Nákup složité linky s veškerým potřebným vybavením bude stát asi 500 tisíc rublů.
Na tom se nevyplatí šetřit. Jen kvalitní výbava se opravdu vyplatí a řada levných úprav se rychle opotřebuje.


Technologie
Výrobu samořezných šroubů samozřejmě nelze redukovat pouze na pořízení vhodného vybavení. Prvním krokem technologického procesu je přirozeně řezání drátu na úseky požadované délky. Ve stejném okamžiku se vytvoří klobouk. Dále jsou hotové výrobky přepravovány po dopravním pásu do specializovaného stroje. Právě tam je řezba aplikována; kromě již zmíněného tuhnutí, praní a sušení je potřeba třídění. Pro vaši informaci: třídění a balení samořezných šroubů není vždy prováděno na speciálních strojích.Řada malých továren je postavena tak, že tyto operace provádějí speciálně angažovaní zaměstnanci.
Jednoduchost moderních strojů je taková, že v zásadě mohou být do celého procesu zapojeni 1-2 lidé. Neexistují také žádné zvláštní potíže s opravami a údržbou. Závitořezné stroje drží obrobky na místě pomocí vibračních rukojetí. Galvanické pokovování obvykle zahrnuje fosfátování nebo oxidaci. V některých případech je aplikován bílý nebo žlutý zinek. V zásadě platí, že po nanesení povlaku mohou být samořezné šrouby okamžitě použity pro zamýšlený účel. Kalící pec se může zahřát až na cca 900 stupňů. Obsahuje chladnější oddělení; lze také praktikovat jeho přemístění do jiné pece při nižší teplotě.



Tažící stroje s dobrým výkonem mohou normálně fungovat pouze při použití mazacích a chladicích kapalin. Správné kreslení znamená nejen vytvoření požadované geometrické konfigurace, ale také zlepšení mikrostruktury. Při výrobě samořezných šroubů se používá zařízení, které nemá funkci navíjení materiálu na cívku. Další postup, popouštění, pomáhá opravit nedokonalosti materiálu po kalení. U strojů na ražení za studena je velmi důležité správné vyrovnání všech součástí.
Připravené produkty se vysypou do sil nebo košů. Odříznutí obrobku na stroji pro řezání za studena lze provádět otevřené i uzavřené (pomocí objímkového nože). Tato metoda poskytuje planparalelní řez a rovnoměrný objem jednotlivých obrobků. Proto budou menší potíže s dalším zpracováním.
Nejčastěji jsou samořezné šrouby získané na strojích pro řezání za studena vyrobeny v souladu s normami DIN.


Jak se vyrábějí samořezné šrouby, viz další video.













Komentář byl úspěšně odeslán.