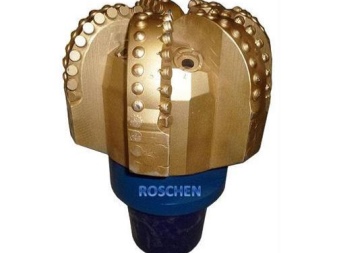
Vlastnosti bitů PDC
Vrtací nástroj se používá jak v každodenním životě, při organizaci studní, tak v průmyslovém měřítku, když je nutné vyvrtat kámen.

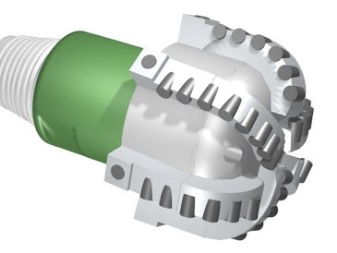
Design a účel
V první řadě se diamantové PDC bity používají pro vrtání s kompaktními soupravami, kdy není možné zajistit potřebné zatížení při vrtání s válečkovou kuželovou jednotkou. Je důležité použít menší přívodní tlak při srovnatelné nebo vyšší rychlosti otáčení.
Toto vrtací zařízení má účinný mechanismus lámání hornin. Samotné vrtání se provádí po vrtání. Je možné jej využít k uspořádání studní.
Vzhledem k nepřístupnosti pohyblivých součástí bitů tohoto typu ve srovnání s bity s válečkovými kužely neexistuje riziko ztráty části nástroje, a to vše kvůli nejvyšší odolnosti proti opotřebení. Přitom životnost při absolutní zátěži je 3-5x delší.
Vrtání s uvedeným zařízením je docela možné v horninách od tvárných až po tvrdé a dokonce abrazivní. Princip fungování je snadno pochopitelný, pokud přemýšlíte o konstrukčních prvcích instalací. Vzhledem k tomu, že destrukce horniny je pozorována řezno-abrazivní metodou, která je ve skutečnosti mnohem účinnější než jiné metody, je míra pronikání do poddajných půd vyšší. Tento ukazatel může být 3krát vyšší než u jiných metod.


Podobného efektu je dosaženo díky speciálnímu krytu a použitým materiálům, ze kterých byl řezací mechanismus vyroben.
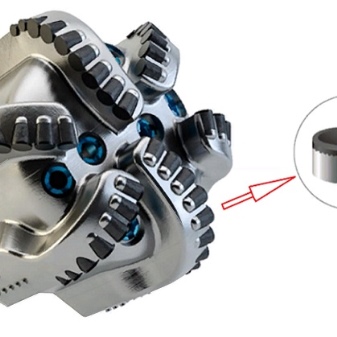
Frézy těchto bitů mohou být samoostřící. Jsou také na karbidovém základu pokrytém vrstvou polykrystalického diamantu. Jeho tloušťka je 0,5-5 mm. Tvrdokovová základna se opotřebovává rychleji než polykrystalické diamanty a diamantový kotouč tak zůstává ostrý po dlouhou dobu.
V závislosti na hornině, která má být vrtána, bity této skupiny mohou být:
- matice;
- s ocelovým tělem.
Kovové pouzdro a matrice mají všechny šance, aby se v některých bodech navzájem předčily. Od prvního závisí například způsob upevnění řezných prvků. V matricovém nástroji jsou také připájeny do systému pomocí jednoduché pájky.
Pro instalaci řezných prvků do oceli se nástroj zahřeje na teplotu 440 °C. Po vychladnutí konstrukce je fréza pevně usazena na svém místě. Frézy jsou vyráběny v souladu s GOST. Dekódování označení se provádí podle kódu IADC.


Výhody a nevýhody
Za zmínku určitě stojí klady a zápory dotyčných produktů. Výhody:
- odolnost proti opotřebení;
- vysoká účinnost v některých půdách;
- v konstrukci nejsou žádné pohyblivé prvky;
- přívodní tlak se sníží.
Existují však také významné nevýhody, které je třeba zmínit. Mezi nimi:
- cena;
- na otočení vrtáku je potřeba použít více energie.

Klasifikace a označování
Označení na popsaném nástroji je reprezentováno čtyřmi symboly, které zase znamenají:
- rám;
- jaký druh horniny lze vrtat;
- struktura řezného prvku;
- profil čepele.
Typy těla:
- M - matice;
- S - ocel;
- D - impregnovaný diamant.

Plemena:
- velmi měkký;
- měkký;
- měkký-střední;
- střední;
- středně tvrdý;
- pevný;
- silný.

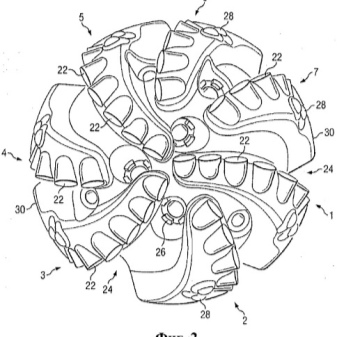
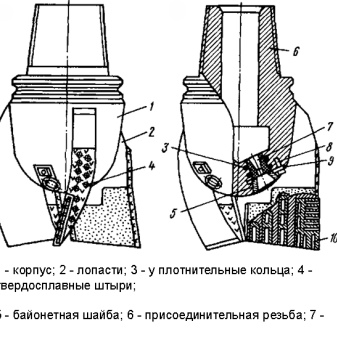
Struktura
Bez ohledu na opracovávané plemeno mohou být průměry fréz:
- 19 mm;
- 13 mm;
- 8 mm.
Velikosti jsou předepsány v GOST, existují také bicentrické modely.
Profil:
- rybí ocas;
- krátký;
- průměrný;
- dlouho.

Výrobci
Výroba takových bitů je nyní ve velkém měřítku. Nejoblíbenější jsou Silver Bullet s plochým profilem.
Tento nástroj se vyznačuje vysokým výkonem. Rozsah použití - pilotní vrtání na horizontálních směrových projektech. Tímto typem bitu je pokryta velká plocha. Jednotka si dokonale poradí s cementovou zátkou a je vhodná pro instalaci geotermální sondy.
Moto-Bit je další neméně populární značka. Tyto bity odvádějí vynikající práci při práci s malým vrtným motorem. Jsou široce používány při organizaci studní.
Když je nutné pracovat s kompozitními zátkami, doporučuje se používat bity Plugbuster. Jejich hlavním rozlišovacím znakem je speciální zúžený profil, který byl patentován. Ve srovnání s jinými podobnými nástroji zůstává tento v díře déle a lze jej použít při vyšších otáčkách. Kal je malý. Dláto je vyrobeno z oceli legované niklem.


Při vrtání geotermálních vrtů se často používají vrtáky Mudbug, které jsou považovány za všestranný nástroj s vysokou produktivitou. Byly navrženy tak, aby zvládly velké množství malty.
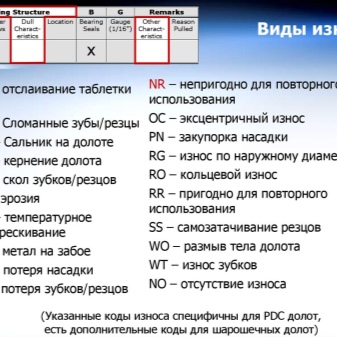
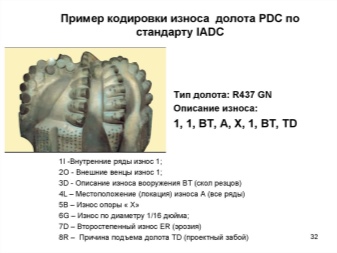
Nosit kódy
Kód opotřebení IADC obsahuje 8 pozic. Zavedená vzorová karta vypadá takto:
|
já |
Ó |
D |
L |
B |
G |
D |
R |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
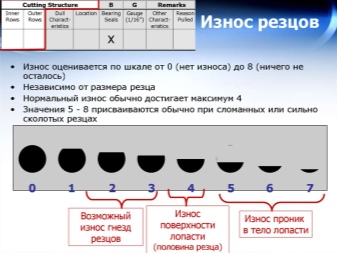
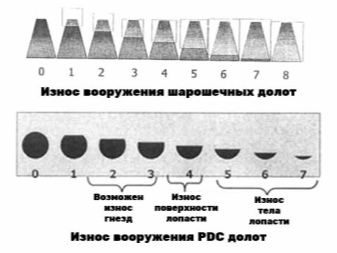
V tomto případě I - popisuje vnitřní prvky zbraně na stupnici:
0 - bez opotřebení;
8 - úplné opotřebení;
O - vnější prvky, nula a osm znamenají totéž;
D - podrobnější popis stupně opotřebení.

|
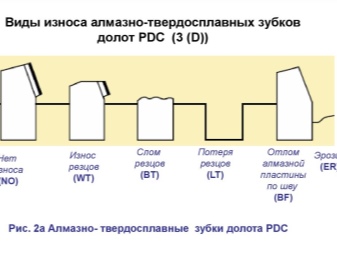
před naším letopočtem |
řezačka šrotu |
|
Bf |
škrábání diamantové desky podél švu |
|
BT |
zlomené zuby nebo frézy |
|
BU |
dlátové těsnění |
|
CC |
prasklina v fréze |
|
CD |
ztráta rotace |
|
CI |
kužely se překrývají |
|
ČR |
děrování trochu |
|
ČT |
vyštípané zuby |
|
ER |
eroze |
|
FC |
obrušování vršků zubů |
|
HC |
tepelné krakování |
|
JD |
opotřebení cizími předměty ve spodní díře |
|
LC |
ztráta frézy |
|
LN |
ztráta trysky |
|
LT |
ztráta zubů nebo fréz |
|
OC |
excentrické opotřebení |
|
PB |
poškození na výletě |
|
PN |
ucpání trysky |
|
RG |
opotřebení vnějšího průměru |
|
RO |
opotřebení prstenu |
|
SD |
poškození nohy dláta |
|
SS |
opotřebení samoostřících zubů |
|
TR |
rýhování dna |
|
WO |
opláchnutí nástroje |
|
WT |
opotřebení zubů nebo fréz |
|
NE |
žádné opotřebení |

L - umístění.
Pro řezáky:
"N" - nosní řada;
"M" - střední řada;
"G" - vnější řada;
"A" - všechny řádky.
Pro sekáč:
"C" - řezačka;
"N" - horní;
"T" - kužel;
"S" - rameno;
"G" - šablona;
"A" - všechny zóny.
B - těsnění ložiska.
S otevřenou podporou
K popisu zdroje se používá lineární stupnice od 0 do 8:
0 - zdroj není použit;
8 - zdroj je plně využit.
S utěsněnou podporou:
"E" - těsnění jsou účinná;
"F" - těsnění jsou mimo provoz;
"N" - nelze určit;
"X" - bez těsnění.
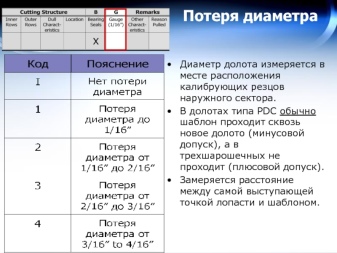
G je vnější průměr.
1 - nedochází k opotřebení průměru.
1/16 — opotřebení 1/16 palce v průměru.
1/8 — opotřebení 1/8 ”v průměru.
1/4 - Opotřebení je 1/4 palce v průměru.
D - drobné opotřebení.


"BC" - řezačka šrotu.
"BF" - úlomek diamantové desky podél švu.
"BT" - zlomené zuby nebo frézy.
„BU“ je žláza na korunce.
"CC" - prasklina v fréze.
"CD" - otěr frézy, ztráta rotace.
"CI" - překrývající se kužely.
"CR" - děrování bitu.
"CT" - vyštípnuté zuby.
ER znamená erozi.
"FC" - broušení vršků zubů.
"HC" - tepelné krakování.
"JD" - opotřebení od cizích předmětů na dně.
„LC“ - ztráta frézy.
"LN" - ztráta trysky.

"LT" - Ztráta zubů nebo fréz.
"OC" znamená excentrické opotřebení.
"PB" - poškození během výletů.
"PN" - ucpání trysky.
"RG" - Opotřebení vnějšího průměru.
"RO" - prstencové opotřebení.
"SD" - poškození nohy udidla.
"SS" - opotřebení samoostřících zubů.
"TR" - tvorba hřebenů u spodního otvoru.
"WO" - oplach nástroje.
"WT" - opotřebení zubů nebo fréz.
"NE" - žádné opotřebení.

R je důvod pro zvednutí nebo zastavení vrtání.
"BHA" - změna BHA.
"CM" - úprava vrtného bahna.
"CP" - jádrové.
"DMF" - Porucha motoru v otvoru.
"DP" - cementové vrtání.
"DSF" - nehoda vrtací struny.
"DST" - formační zkoušky.
"DTF" - Selhání vrtacího nástroje.
"FM" - změna geologického prostředí.
"HP" - nehoda.


"HR" - vzestup v čase.
"LIH" - ztráta nástroje u dna.
"LOG" - geofyzikální výzkum.
"PP" je vzestup nebo pokles tlaku ve stoupačce.
"PR" je pokles rychlosti vrtání.
"RIG" - oprava zařízení.
"TD" je tváří designu.
"TQ" - nárůst točivého momentu.
"TW" - klopa na nářadí.
WC - povětrnostní podmínky.

Vlastnosti bitů PDC ve videu níže.
































































Komentář byl úspěšně odeslán.